| 自动化工程公司 |
北京东方菱控科技有限公司 |
| 推荐广告 |
|
|
| 您的位置 > 技术文章 |
应用在无纺布行业中的PLC升级改造
|
1 引言 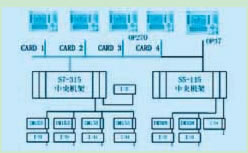 图1 系统架构图 3 工艺控制描述 从外面买回来的纤维材料一般是一包一包的需要经过大小开棉机使各种捆绑纤维开松,并用风机输入下道工序之用。实际我们这套系统中中有2台开棉机,可放置2种不通的纤维材料。从开棉机出来的棉花根据工艺的不通可以进混棉机也可以不进混棉机,混棉机的作用只是把2种不通的棉花按一定的比例混合。当然在某些情况下并不需要混棉这时从开包机出来的棉花会直接进入下道工序。 大小开棉机出来的棉花或混棉机里出来的棉花一般通过一系列抽风电机把棉花送入梳理机。梳理机是整个系统的核心,主要作用是纤维的梳理,通常由喂入辊,主辊,道夫辊,铺网辊组成。通常喂入辊和铺网辊速度比较慢,用直流电机+直流调速器进行控制。喂入辊的作用是把棉花慢慢的送入,送来的棉花经过主辊和道夫辊的高速旋转会被拉成一根一根的丝状。最后通过铺网辊把丝状棉花送到下个工序。 丝状的棉花一般要经过成卷机的气压式切边刀或电动飞刀切边电热丝横切装置或电动飞刀横切装置等做成需要的形状。最后通过打包机打包。形成产品。 当然在实际中并不只有这些装置,不过它们是整个系统的主要需要控制的部分,其它的还有 (1) 边角料开松机,用于无纺布边料开松料回收利用。 (2) 震动给棉机,将松开纤维进一步开松混合,并处理成均匀的筵棉提供下道工序。 (3) 气流给棉机,将松开纤维进一步开松混合,并处理成均匀的筵棉提供下道工序。整个工艺流程简图2所示。 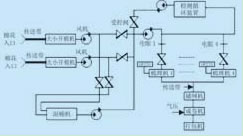 图2 工艺流程图 4 电机启动程序的研究 4.1 电机正传控制功能块设计 由于系统比较复杂,电机数目比较繁多。因此寻找一条好的清晰控制思路就显得异常重要。编程中大量碰到是电机起停控制。所以迫切需要编制一个功能块:它能最完善的表达出电机的所有信息,并且可靠。图3将以电机的正转为例来介绍这样的一个块。 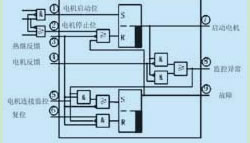 图3 电机正转功能块图 在图3这个块中:①表示电机的启动位,②表示电机停止位。③是电机的热继电器,正常情况下热继为1。如果热电器信号没来,启动不了电机,并且提示故障。④为电机的接触器返回的信号。正常情况电机启动后应该给回一个接触器吸合信号。如果电机没有给回的话,监控异常信号会输出。通常我们把监控异常信号取出延时一会,如果延时过后还没出现电机反馈信号,这时输出电机的连接监控有效,切断电机,故障输出。⑤表示电机的连接监控。通常在电机启动等待1~2秒等待接触器反馈信号来到,如果在这段时间之内反馈信号没有到达,通过内部的逻辑电路停止电机。⑥是复位按钮。从逻辑图可以看出,电机正常情况下按复位按钮是无效的,只有⑨端出现故障时按复位按钮才有效。⑦用来启动电机。它的吸合直接对应了电机的起停。⑧表示电机的监控异常。通常它的作用是用来延时1~2秒看电机的反馈信号是否回来,如果没有回来它就控制⑤端电机连接监控接通。切断电机,故障输出。⑨是故障输出端。 在使用这个块一般情况下①②它们不表示一个按钮。通常用一个M寄存器表示,M的信号通常又是由一系列信号“与”“或”后得到的。如上图所示。例如“电机的启动信号①”=“启动按钮”&“本块的故障输出端⑨的非信号”&“输出某台电机启动后给回的信号”&“…”。再例如“电机的停止信号”=“火警”或“急停”或“停止按钮”或“联动电机的反馈信号的非信号”或“…”。 5 电机正反传控制功能块设计 图4是电机的正反转起停功能块图。 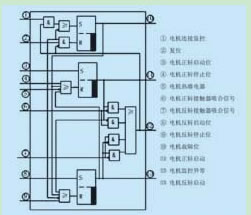 图4 电机正反转起停功能块 6 组态与通讯设计 6.1 编程和组态软件 在本改造中通过西门子S5(S5-115+IM308)PLC与西门子S7(S7-315+IM153)进行通讯。同时S7对原先的5套系统进行完全的代替。从后来使用上来看,完全可行。在S5中,通过IM 308和FB192可以传送多达122个连贯字(244字节)。这已经完全满足要求了。而在S7中S7-300中,通过SFC14和SFC15进行字节的接受与传送,传送的数据量多达16个字(32字节)。 组态软件在S7-300中使用STEP7 V5.3,利用HW CONFIG进行组态。在S5中使用COM_ET进行组态也是相当方便的。因为COM_ET软件自版本V2.1起就已经是Windows版本了。值得注意的是不能使用S7-300 的FM和CP,因为它们也通过背板总线使用S7系统实用程序,而这是S5主站不支持的。 6.2 系统的网络设置 (1) 在设置网络时要特别注意的是把CPU属性中的COMMUNICATION中的属性设置对,通常它都有3个项,一项是PG Communication,默认值是1。第二项是OP Communication,默认值也是1,第三项是S7 Standard,默认值是12。由于最大的连接数是16,而OP270挂在S7 DP网络上的有4个,所以我们要把S7 Standard的默认值设为11或再小点10也行。 (2) 其它的一些设置都是一些常规设置,这里就不再说了。至于OP270支持串口下载,USB口下载和DP口下载,直接把用PROTOOL编好的程序以及OP的站地址设好下到屏中就可以了。还有就是OP的背景灯亮通常要置2BIT位才是亮。 (3) 本设计中注意的问题 ●最好使用专用的电缆和电缆接头。也许你不使用专用的电缆和电缆接头可能当时通讯也没问题。但一旦你进行维护的时候你会发现系统老是出现莫名其妙的问题,到时不光你要来回的往返于工厂之间,可能到最后你也查不出问题的所以然来,所以为了你以后维护方便。最好还是使用专用电缆和电缆接头。 ●Profibus网络终端电阻必须有,在使用时把头尾电缆插头的终端电阻开关拔到ON上,中间的拔到OFF上即可。注意是首尾拔ON。 ●当使用S7挂ET200M时。通常加一些OB块,例如OB82-87,OB120等,这样做的目的是防止其中的某一个ET200M站断电或故障,S7 CPU就停止运行的情况出现。 7 结束语 非织造布(又称无纺布或不织布)是纺织业中年轻而大有发展前途的一个新兴领域。它具有工艺流程短、产量高、原料来源广泛、产品性能可按需要设计和用途广泛等优点。对于其控制目前几乎全部使用PLC进行控制,但一般由于各台机械之间的相互整合性不是太强,如何把他们完全的整合联系到一起进行统一的调控这是需要我们这些技术人员需要共同努力的地方。 |